 This need resulted in the development of the volumetric blender. In this device, materials were dispensed from their respective bins based on time, presuming a certain consistent flow rate for each ingredient. Screw augers ran beneath each material bin to move materials into a mixing chamber where all ingredients were combined. The augers were either different diameters, ran at different speeds, or ran for different durations to achieve the approximate desired proportional mix.
This need resulted in the development of the volumetric blender. In this device, materials were dispensed from their respective bins based on time, presuming a certain consistent flow rate for each ingredient. Screw augers ran beneath each material bin to move materials into a mixing chamber where all ingredients were combined. The augers were either different diameters, ran at different speeds, or ran for different durations to achieve the approximate desired proportional mix.
The most common customer complaint was inaccuracy of the blend, largely because of the inaccuracy of the main material quantities and the natural “pulsing” action of the augers. Metering accuracy was dependent upon the position of each auger when metering started and stopped, and undesirable vibration common with injection molding exaggerated the errors. Accurate and regular calibration of metering devices was required, but the calibration of volumetric devices is cumbersome, time-consuming, and fraught with the risk of human error.
 In the higher material consumption world of continuous extrusion, solutions to these issues emerged with “loss-in-weight” gravimetric systems. In their original forms, these systems included supply bins for each material ingredient that were suspended on load cells so their weight could be individually monitored as they metered out each ingredient. These systems were complex and costly, but they were typical for extrusion lines capable of running high volumes for long, uninterrupted periods.
In the higher material consumption world of continuous extrusion, solutions to these issues emerged with “loss-in-weight” gravimetric systems. In their original forms, these systems included supply bins for each material ingredient that were suspended on load cells so their weight could be individually monitored as they metered out each ingredient. These systems were complex and costly, but they were typical for extrusion lines capable of running high volumes for long, uninterrupted periods.
Meanwhile, alternate methods utilizing a “gain-in-weight” principle into a single hopper on load cells were being developed along with blender controls that could monitor load cell status yet remain unaffected by typical vibrations. The result was a range of simplified, cost-effective, easily cleaned, and rugged gravimetric blenders suitable for injection molding and virtually any process.
 In the late 1980s, the plastics industry experienced a fundamental shift in blending technology. Processors didn’t need simpler volumetric feeders—they needed affordable gravimetric precision.
In the late 1980s, the plastics industry experienced a fundamental shift in blending technology. Processors didn’t need simpler volumetric feeders—they needed affordable gravimetric precision.
At the time, gravimetric systems existed but were prohibitively expensive, complex machines typically 6 by 6 feet and 8 feet high, with four hoppers and elaborate auger systems feeding a central chamber. Each ingredient required its own set of load cells, making these systems practical only for the highest-volume continuous extrusion operations. Injection molders, who faced constant vibration and needed frequent material changes, had no access to this level of precision.
The solution came through a revolutionary approach: gain-in-weight batch blending using a single set of load cells on a common weigh chamber. Instead of complex calibration procedures, the system weighed each ingredient as it was dispensed—making it self-correcting. Instead of being sensitive to vibration, sophisticated control algorithms filtered out interference while maintaining accuracy. The result was a compact, affordable, machine-mountable system that continuously self-corrects to deliver ±0.1% accuracy over multiple batches without calibration.
This breakthrough made gravimetric precision accessible to processors of all sizes. Today, these compact systems represent the industry standard for accurate, reliable blending across injection molding, extrusion, and blow molding operations worldwide.
 The affordability and ease of use of this new “weigh scale” blender caused gravimetric blending to expand rapidly. Nearly any processor could now afford this device that provided dramatically increased control and lowered operating costs through savings in colorants and other additives while eliminating the cumbersome calibration process. Processors could now confidently blend expensive additives that were formerly pre-compounded. They could add regrind without the risk of erratic melt behavior due to poor mixing. This provided dramatic cost savings and improved efficiency for plastics processors.
The affordability and ease of use of this new “weigh scale” blender caused gravimetric blending to expand rapidly. Nearly any processor could now afford this device that provided dramatically increased control and lowered operating costs through savings in colorants and other additives while eliminating the cumbersome calibration process. Processors could now confidently blend expensive additives that were formerly pre-compounded. They could add regrind without the risk of erratic melt behavior due to poor mixing. This provided dramatic cost savings and improved efficiency for plastics processors.


 The “scoop and weigh” method is labor intensive and typically a very inaccurate process, meaning you have no real control over your blending costs or accuracy. Human error runs rampant. Typically, colorants are used in higher quantities than necessary, leading to higher costs, but what if colorants or performance additives are shorted? Then product performance and appearance can vary greatly, leading to dissatisfaction among customers.
The “scoop and weigh” method is labor intensive and typically a very inaccurate process, meaning you have no real control over your blending costs or accuracy. Human error runs rampant. Typically, colorants are used in higher quantities than necessary, leading to higher costs, but what if colorants or performance additives are shorted? Then product performance and appearance can vary greatly, leading to dissatisfaction among customers.
Summary of manual mixing: Lowest initial investment, but labor intensive with high level of errors. No mixing unless a machine-mounted mixer is used. Results in excessive use of high-cost additives, poor quality control, high reject rates, and customer dissatisfaction. Manual procedures have no place in a modern factory.
 Purchasing all materials pre-mixed or custom compounded is not only costly, but you’re putting the blending of your ingredients into the hands of a supplier over whom you have no control. Typically, you’re investing in high volumes of a number of unique materials that require extensive inventory space and record keeping. Changes in your process or material needs require extensive planning and testing of revised material formulations.
Purchasing all materials pre-mixed or custom compounded is not only costly, but you’re putting the blending of your ingredients into the hands of a supplier over whom you have no control. Typically, you’re investing in high volumes of a number of unique materials that require extensive inventory space and record keeping. Changes in your process or material needs require extensive planning and testing of revised material formulations.
Summary of pre-compounded material: No equipment investment, but highest material cost and highest level of material inventory. Ingredient blending is out of your control with high level of record-keeping required. Specification changes may leave you with unused material, and extensive testing is required for changed formulas. Keeping an inventory of unique formulations burdens your bottom line and your warehouse.
 External proportioning valves (EPVs) are attached to self-contained loaders or to vacuum receivers in a central resin conveying system. They have two valves that are timed to open and close to layer materials into the loader or receiver as it’s loaded by vacuum. They’re typically used to introduce some approximate percentage of regrind into virgin material, but they’re actually best suited for simply allowing the consumption of regrind generated during processing. No real mixing takes place unless you install a separate mixer. This works if the appearance and properties of your end product are not critical and if your process can tolerate all of the regrind generated as it’s generated. But results of this type of “blending” are extremely erratic and should be avoided if quality control is important.
External proportioning valves (EPVs) are attached to self-contained loaders or to vacuum receivers in a central resin conveying system. They have two valves that are timed to open and close to layer materials into the loader or receiver as it’s loaded by vacuum. They’re typically used to introduce some approximate percentage of regrind into virgin material, but they’re actually best suited for simply allowing the consumption of regrind generated during processing. No real mixing takes place unless you install a separate mixer. This works if the appearance and properties of your end product are not critical and if your process can tolerate all of the regrind generated as it’s generated. But results of this type of “blending” are extremely erratic and should be avoided if quality control is important.
Summary of external proportioning valves (EPVs): Low equipment investment. May be acceptable to introduce regrind if product quality and appearance are not critical. Timed material proportions are approximate with no mixing unless a machine-mounted mixer is used.
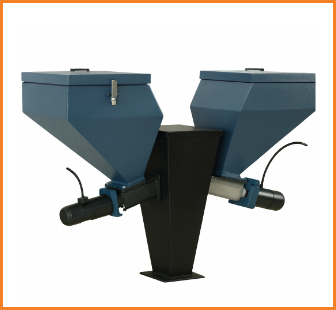
 Volumetric blenders may consist of two or more volumetric feeders mounted over a bin with or without a mixer. Materials are metered based on time, presuming consistent flow rates. Each component of the blend must be calibrated to assure a working knowledge of volume-to-weight ratios for properly setting up the blender. Volumetric blenders are basically timing devices that assume a certain volume of an ingredient added over time will yield a certain weight in the mix. This is typically inaccurate to some degree. Using more virgin or more additives than necessary impacts product cost and quality while decreasing profitability.
Volumetric blenders may consist of two or more volumetric feeders mounted over a bin with or without a mixer. Materials are metered based on time, presuming consistent flow rates. Each component of the blend must be calibrated to assure a working knowledge of volume-to-weight ratios for properly setting up the blender. Volumetric blenders are basically timing devices that assume a certain volume of an ingredient added over time will yield a certain weight in the mix. This is typically inaccurate to some degree. Using more virgin or more additives than necessary impacts product cost and quality while decreasing profitability.
Summary of volumetric blending: High investment considering its marginal accuracy. Depends on timed dispensing of free-flowing materials. Increased labor costs due to tweaking of dispense rates. Relatively low accuracy with poor control over material costs and higher reject rates. May be useable where product quality is not critical.
 Gravimetric blenders maintain blend accuracy to within ±0.1% by weight over time through continuous self-correction, so you can rest assured that ingredient proportions are uniform. Once set up and the recipe is entered, most gravimetric blenders automatically calibrate and run “hands-free” to ensure proper proportions and mixing of ingredients. Advanced controls allow complete documentation of the blending process as a further level of quality control. This technology, pioneered by Maguire Products in 1989 and refined continuously since, represents over three decades of solving real processor problems with intelligent, simple solutions.
Gravimetric blenders maintain blend accuracy to within ±0.1% by weight over time through continuous self-correction, so you can rest assured that ingredient proportions are uniform. Once set up and the recipe is entered, most gravimetric blenders automatically calibrate and run “hands-free” to ensure proper proportions and mixing of ingredients. Advanced controls allow complete documentation of the blending process as a further level of quality control. This technology, pioneered by Maguire Products in 1989 and refined continuously since, represents over three decades of solving real processor problems with intelligent, simple solutions.
Summary of gravimetric blending: Highest initial cost, but quick recovery of investment. Hands-free operation reduces labor costs. Gravimetric dispensing within ±0.1% by weight provides significant reduction of additive costs, increased product quality and customer satisfaction, faster changeover times with removable hoppers, and machine-mount units that reduce floor congestion. Advanced controls provide complete documentation.
 Batch gravimetric blenders use a “gain-in-weight” approach where materials are metered one at a time into a common weighed chamber equipped with load cells. This is fundamentally different from continuous “loss-in-weight” systems that require a separate set of load cells for each ingredient bin.
Batch gravimetric blenders use a “gain-in-weight” approach where materials are metered one at a time into a common weighed chamber equipped with load cells. This is fundamentally different from continuous “loss-in-weight” systems that require a separate set of load cells for each ingredient bin.
As each material is metered and deposited into the weighing chamber, its specific weight gain is sensed and calculated as part of the desired blend. Any inaccuracy is noted and the control modifies metering accordingly on the next metering cycle. Several metering cycles are typically included in each batch of blended material, so as time goes on, the blender actually becomes more accurate and self-corrects continuously throughout its operation. This continuous self-correction typically achieves specification within approximately ten batches as the system adjusts for material variations.
The materials are then discharged from the weigh bin into a mixing chamber, which is integrated into the system. There, the blend is homogenized continuously until use or to a specification set by the processor.
![]() One of the key innovations in batch gravimetric blenders is sophisticated control logic that takes numerous weight readings and eliminates readings affected by vibration, then averages the remainder for extremely accurate weight monitoring. This advancement made gravimetric blending practical for injection molding environments where machine vibration had previously been a barrier.
One of the key innovations in batch gravimetric blenders is sophisticated control logic that takes numerous weight readings and eliminates readings affected by vibration, then averages the remainder for extremely accurate weight monitoring. This advancement made gravimetric blending practical for injection molding environments where machine vibration had previously been a barrier.
![]() Because each dose of material is weighed as a part of normal operation, the blender automatically provides its own form of “catch and weigh” as a normal part of each blending cycle. As a result, the user can directly input specific weight or ratio percentage settings into the control with no translation into time settings. Operation, although complex inside the control, is actually significantly simpler for the user.
Because each dose of material is weighed as a part of normal operation, the blender automatically provides its own form of “catch and weigh” as a normal part of each blending cycle. As a result, the user can directly input specific weight or ratio percentage settings into the control with no translation into time settings. Operation, although complex inside the control, is actually significantly simpler for the user.
![]() Processors employing so-called proportioning valves, commonly used to layer regrind with virgin material while loading, are not blending but simply timing the irregular flow of regrind and virgin material. There is no real measuring nor real mixing, so some products end up with more regrind and some with less, and you may use more or less virgin than you want. That means you have no control over costs nor the quality of the product being produced. Even a simple two-component gravimetric blender can pay for itself quickly in this application.
Processors employing so-called proportioning valves, commonly used to layer regrind with virgin material while loading, are not blending but simply timing the irregular flow of regrind and virgin material. There is no real measuring nor real mixing, so some products end up with more regrind and some with less, and you may use more or less virgin than you want. That means you have no control over costs nor the quality of the product being produced. Even a simple two-component gravimetric blender can pay for itself quickly in this application.
![]() If you process the same resin or resins every day but just in different colors, consider what your savings might be if you could meter the exact amount of various colors into your virgin material on demand. You could reduce your material inventory and purchase your natural resin in bulk, reducing material costs. You could also gravimetrically blend your regrind back in while processing to reduce your consumption of colorants. This scenario plays out repeatedly with processors who have gotten payback on their gravimetric blenders in a matter of months.
If you process the same resin or resins every day but just in different colors, consider what your savings might be if you could meter the exact amount of various colors into your virgin material on demand. You could reduce your material inventory and purchase your natural resin in bulk, reducing material costs. You could also gravimetrically blend your regrind back in while processing to reduce your consumption of colorants. This scenario plays out repeatedly with processors who have gotten payback on their gravimetric blenders in a matter of months.
![]() As refined as any manual blending process may be, real control over material consumption and real record keeping are typically left to chance with hopes for careful adherence to procedures. In today’s competitive world, simply hoping that humans always follow procedures is not good enough. The use of true gravimetric equipment that will not only flawlessly perform highly accurate blending functions day in and day out, but also keep track of all material consumption is, in itself, payback for the expenditure. Since every material—virgin, regrind, additives—is actually weighed as part of the gravimetric blending process, reports may be readily summoned that accurately track consumption and can even alert you to re-order points for your supplies. For the savvy processor, this can be accommodated plant-wide or even per job for true ROI reporting.
As refined as any manual blending process may be, real control over material consumption and real record keeping are typically left to chance with hopes for careful adherence to procedures. In today’s competitive world, simply hoping that humans always follow procedures is not good enough. The use of true gravimetric equipment that will not only flawlessly perform highly accurate blending functions day in and day out, but also keep track of all material consumption is, in itself, payback for the expenditure. Since every material—virgin, regrind, additives—is actually weighed as part of the gravimetric blending process, reports may be readily summoned that accurately track consumption and can even alert you to re-order points for your supplies. For the savvy processor, this can be accommodated plant-wide or even per job for true ROI reporting.
![]() Blending is not only an efficiency to reduce colorant costs and simplify plant processes, but for many processors and many products, highly accurate blending is the key to assuring product performance. Controlling the level of regrind in a critical component can affect not only color matching but also the strength or weakness of a part. The common mistake of overdosing color additive to assure adequate color matching not only creates unnecessary expense but can also affect the properties of the product. Wire manufacturers must be concerned about “sparking out” of their wire products from excess colorant. Many processors realize that excess color can change the magnetic or electrical properties of their products. The ability to show customers reports on actual material versus additive content by weight in every product is very compelling.
Blending is not only an efficiency to reduce colorant costs and simplify plant processes, but for many processors and many products, highly accurate blending is the key to assuring product performance. Controlling the level of regrind in a critical component can affect not only color matching but also the strength or weakness of a part. The common mistake of overdosing color additive to assure adequate color matching not only creates unnecessary expense but can also affect the properties of the product. Wire manufacturers must be concerned about “sparking out” of their wire products from excess colorant. Many processors realize that excess color can change the magnetic or electrical properties of their products. The ability to show customers reports on actual material versus additive content by weight in every product is very compelling.
![]() In the still very new reclaim product marketplace, a consistent supply of feedstock cannot be assured and processors must be ready to make rapid formulaic changes to accommodate what is available or no longer available. Varying supplies of wood flour, regrind, flake, and other recycled content are often seized upon to be included in products that boast recycle content. Processors need equipment that can be quickly re-aligned for a changing feedstock supply. Gravimetric blenders are typically huge problem solvers for this class of processor with their ability to not only permit simple entry of new recipes but also retain past recipes that can be called upon to be run again. The fact that the blender is actually weighing all of the ingredients in each mix reduces the engineering strain of complex calculations and no calibration is required.
In the still very new reclaim product marketplace, a consistent supply of feedstock cannot be assured and processors must be ready to make rapid formulaic changes to accommodate what is available or no longer available. Varying supplies of wood flour, regrind, flake, and other recycled content are often seized upon to be included in products that boast recycle content. Processors need equipment that can be quickly re-aligned for a changing feedstock supply. Gravimetric blenders are typically huge problem solvers for this class of processor with their ability to not only permit simple entry of new recipes but also retain past recipes that can be called upon to be run again. The fact that the blender is actually weighing all of the ingredients in each mix reduces the engineering strain of complex calculations and no calibration is required.
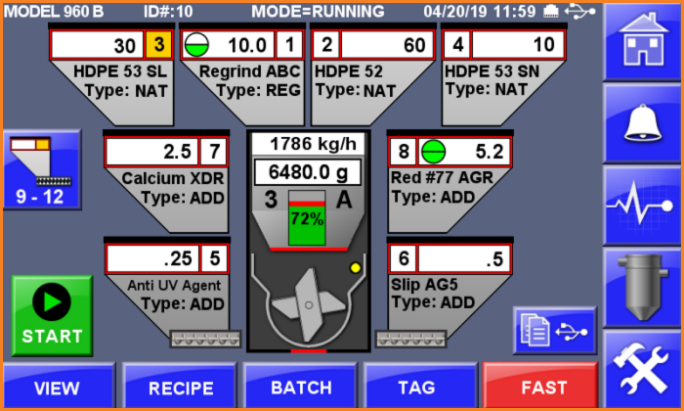
![]() Sometimes certain processors require blending of up to 12 ingredients with throughputs up to 8,000 pounds per hour. In the past, this would represent a truly unusual blender equipped with an array of feeders and accessories to accurately feed a variety of raw materials like pellets, wood flour, powders, colorants, and additives for weather-ability, flexibility, and a host of other properties. These capabilities are now available in modular, standardized designs ready to serve high-volume operations.
Sometimes certain processors require blending of up to 12 ingredients with throughputs up to 8,000 pounds per hour. In the past, this would represent a truly unusual blender equipped with an array of feeders and accessories to accurately feed a variety of raw materials like pellets, wood flour, powders, colorants, and additives for weather-ability, flexibility, and a host of other properties. These capabilities are now available in modular, standardized designs ready to serve high-volume operations.