The Ultimate Guide to Compressed Air Resin Dryers for Plastics Processors
Introduction: Why Resin Drying Matters… and Why It’s Changing
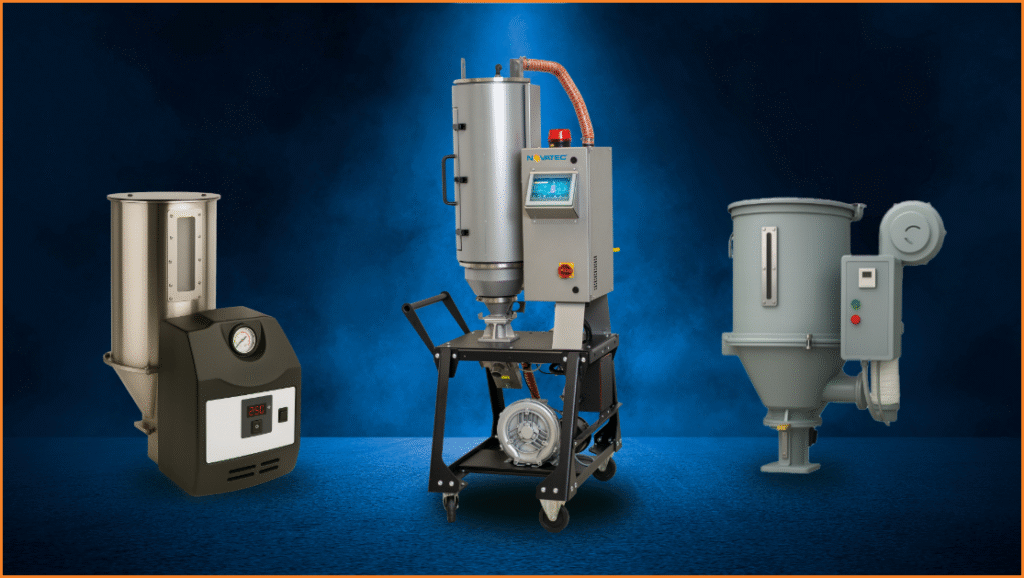
For decades, plastics processors have relied on various drying technologies to remove moisture from hygroscopic resins. From hot air dryers to desiccant bead systems to wheel dryers, each technology has carved out its place in the industry with distinct trade-offs between performance, throughput, and maintenance. Among these options, compressed air resin dryers have long stood out for one compelling reason: simplicity. No moving parts, no desiccant to regenerate or replace…just clean dry air. But somewhere along the way, compressed air drying got a bad reputation…and honestly, it was earned. The early single-flow designs that dominated the market were unreliable. They were at the mercy of compressor fluctuations, couldn’t heat the upper resin bed effectively, and consumed enormous amounts of compressed air trying to compensate.
Processors got burned. Some manufacturers capitalized on it. And “compressed air dryer” became a category many processors learned to distrust. But that reputation was built on a design that has largely disappeared from serious production environments…and it has nothing to do with what’s possible today. As we’ll explore in this guide, a fundamentally different approach to compressed air drying has been quietly proving itself in thousands of plants for over 25 years…one that solves every problem the old designs created.
In plastics processing, moisture is the silent saboteur. It sneaks into hygroscopic resins like nylon, ABS, and polycarbonate, and if it isn’t removed, it shows up later as splay, bubbles, brittleness, or worse… weakened parts that can’t perform. Moisture doesn’t just affect appearances; it can break down polymer chains at the molecular level, leading to costly rejects and lost production time.
But over the past few decades, certain advanced compressed air dryers—with high-performance membranes and dual-flow designs—have steadily changed what’s possible. The most advanced of these have evolved beyond ordinary membrane technology entirely…into a new category of desiccating cartridge dryer that delivers lifetime desiccant performance, Dual Drying Zones, and near-zero maintenance in a package that scales from 5 lbs/hr all the way to 100 lbs/hr.
Before we dive into the different types, let’s start with the basics: what compressed air dryers actually are, how they work, and why not all are created equal.
Types of Compressed Air Dryers… and How They Work
Think of it like drying clothes on your back porch. You hang them outside on two different days, both 85°F. On a humid summer day when the air is already saturated with moisture, your clothes stay damp far longer…the wet air simply can’t absorb more water. On a crisp, dry autumn day at that same 85°F temperature, those same clothes dry quickly because the low-humidity air has plenty of capacity to pull moisture away. Resin pellets behave the same way. They hold onto internal moisture stubbornly, so the drier the air flowing over them—the lower the dew point—the better your results.
It’s worth emphasizing: airflow is the absolute critical factor in drying performance. Heat provides the energy to drive moisture out of the pellet. Dew point determines how much moisture the air can absorb. But airflow is what actually penetrates the resin bed, distributes that heat to every pellet, and carries the moisture away. Without sufficient airflow and pressure, even perfectly heated, ultra-dry air won’t reach the pellets that need it most. The upper portions of your hopper will remain cold and under-dried, no matter what your temperature gauge reads at the heater.
But it’s important to understand that ordinary compressed air dryers have carried three compounding problems that processors have been forced to work around. First, they delivered inconsistent drying performance because they were completely dependent on varying compressor performance conditions…vulnerable to dew point fluctuations that happened without warning. Second, once you pushed past about 10 pounds per hour, they consumed so much compressed air that plant compressors couldn’t keep up. Third, and most critically, single-flow designs could only push heated air from the bottom of the hopper. By the time that air fought its way through the dense resin bed and reached the upper half of the hopper, it had lost most of its heat and drying power. The result: the upper resin bed stayed cold and under-dried, the inside of pellets never reached the temperature needed to drive out trapped internal moisture, and processors experienced unpredictable part quality they couldn’t diagnose or explain.
That’s why many resin dryer manufacturers were right to criticize single-flow compressed air dryers…and why many processors abandoned the category entirely, defaulting to desiccant wheel or bead dryers despite the added complexity, maintenance, and operating costs. Today, true single-flow compressed air dryers have largely disappeared from serious production environments except in small throughput applications. The problems they created were real. But those problems were never inherent to compressed air drying…they were inherent to single-flow design. That distinction matters enormously.
Over the years, compressed air dryers have taken three main forms:
Hot Air (Non-Desiccating) Compressed Air Dryers
These were the earliest attempts at compressed air drying. They simply heated expanded compressed air and pushed it through the hopper. But heating alone doesn’t solve the real problem—if the air isn’t truly dry, it can’t pull all the moisture from the resin, especially the troublesome internal moisture that causes the most problems downstream.
To understand why, it helps to know that drying resin effectively requires three critical components working together: heat, airflow, and dew point.
Heat is actually the easiest part to generate—you just need a heating element controlled to the resin manufacturer’s specified temperature—typically somewhere between 150°F and 350°F depending on the material. The heater monitors the temperature and modulates automatically to prevent overheating. Simple enough.
But here’s the critical distinction most people miss: the heater heats the incoming airflow, not the pellets directly. The heated air must then carry the heat throughout the hopper to uniformly reach every pellet. Without adequate and uniform airflow to distribute that heat evenly throughout the hopper, you’ll get cold spots, under-dried pockets, and inconsistent results. Heat without airflow is almost useless.
The challenge gets even tougher with engineering polymers: many must be dried at temperatures below 212°F—the boiling point of water. This matters more than most processors realize. Above 212°F, you can literally boil water out of resin, making moisture removal much easier. Below 212°F, moisture removal becomes moisture saturation limited, meaning you’re relying on thermal energy to drive moisture from inside the pellet to the surface, plus accelerated airflow to carry it away. It’s significantly harder and slower—and it absolutely requires uniform heat distribution to every pellet, which only happens with proper airflow.
Airflow is where things get tricky. Airflow is what delivers heat throughout the resin bed and carries away the evaporated moisture. But here’s what really matters: air velocity and pressure in the hopper itself—where the pellets actually are.

The airflow measurement at your compressor can look great on paper, but after passing through filters, pipe restrictions, and other system components, the actual velocity and pressure reaching your resin bed can be dramatically lower. And resin beds are always dense—making it difficult for air to push through and reach every pellet uniformly.
This matters more than most processors realize, especially for hygroscopic engineering resins. Remember, without sufficient air velocity, you can’t spread the temperature adequately throughout the hopper— some pellets never receive heated air in the first place, and even those that do may only get surface heating that never penetrates deep enough to drive out trapped internal moisture. Those water molecules deep inside stay put—comfortable, unmoved, and completely unaware they need to leave.
Dew point is the third component—the measure of how dry the incoming air itself is. Air with a lower dew point has far greater capacity to absorb moisture from the resin, especially trapped moisture in the pellet. On a humid day with high-dew-point air, your resin will likely never fully dry, no matter how much heat or airflow you apply plus typically you’re already starting at higher moistures as well. You’ll eventually dry it but not within the confines of the fixed amount of time you’ve set up. It’s like hanging clothes outside on a muggy summer day at 85°F versus a crisp autumn day at the same 85°F…the dry air makes all the difference.
But dew point without proper airflow and temperature can’t dry the pellets. Here’s what the industry doesn’t talk about enough: dew point alone doesn’t achieve complete drying. If the heat never reaches inside the pellet in the first place, or if there’s insufficient velocity to drive that heat deep enough and carry the moisture away, even perfectly dry -40°F air delivered to your hopper won’t save you. Dew point’s real job is to create the conditions that allow heat and velocity to do their final work—giving the air enough capacity to absorb and carry away moisture once the other two components have driven it to the pellet’s surface and started the diffusion process.
So why did dew point become the industry obsession? It happened alongside the rise of engineering resins in the 1970s and 80s—materials like nylon and ABS that had to be dried below 212°F, where you couldn’t just boil the water out anymore. Around the same time, relative humidity sensors became cheap and dead simple to use. Unlike airflow or velocity, which vary significantly from manufacturer to manufacturer, and were difficult to standardize or compare across different dryer designs, dew point is consistent—the same measurement regardless of whose equipment you’re using. It became the one metric everyone could agree on, test easily, and standardize across the industry. So -40°F became the universal benchmark…not because it tells the whole story, but because it was measurable and easy to verify.
The problem is, focusing only on dew point without proper attention to airflow and temperature led processors to overlook what really matters: getting heat deep into every pellet with enough velocity to pull that moisture out. That said, dew point consistency is important. You need consistent, low dew point air so the other two components can do their job reliably, every single time, especially when drying under 212°F is needed and also during the final finishing stage of removing trapped water within the pellet. That’s why advanced systems that deliver consistent -40°F or lower regardless of compressor conditions matter. But dew point is still only one piece of the puzzle.
Hot air non-desiccating compressed air dryers solved the heat component, but they couldn’t deliver low enough dew points for hygroscopic engineering resins like nylon, polycarbonate, or ABS. That’s why they quickly became obsolete for serious plastics processing and are mostly a relic of the past today.
Desiccating Compressed Air Dryers: The Membrane Generation

This is where compressed air drying made its real leap forward: by passing compressed air through a moisture-removing membrane before it ever touched the resin. With a high-quality membrane, you can achieve the ultra-low dew points needed for moisture to migrate out of resin pellets efficiently. Many compressed air dryer manufacturers use membrane technology, and it represented a meaningful advance over non-desiccating hot air designs.
But here’s the catch: ordinary membranes fluctuate. And that’s the hidden problem most processors don’t realize until it’s too late.
Your air compressor’s performance is never truly stable. Fresh off a service call, your compressor might deliver +50°F dew point air. A few months later, it could be delivering +65°F dew point air. Some compressors don’t even have a refrigeration circuit, so swings are even worse — now your compressor is suddenly delivering +85°F dew point air. All of these swings in dew point translate directly into inconsistent drying performance when you have a compressed air dryer with an ordinary membrane.
Here’s what happens: Yesterday, your compressor was in good condition, delivering relatively dry air to the membrane. That ordinary membrane filtered out enough moisture to bring your hopper’s process air down to a low dew point. That heated, dry air passed through the resin bed and pulled moisture out effectively. Your pellets came out at 200 PPM, perfectly to spec.
Today, running the exact same process settings, your parts are suddenly coming out at 600 PPM or 800 PPM — way above spec. What changed? Your compressor drifted. Maybe it’s been a few months since the last service. Maybe ambient humidity in your plant rose. Whatever the reason, the air feeding your membrane now carries more moisture in it.
And because ordinary membranes can only filter a limited amount of moisture, they can’t compensate for that higher incoming dew point. The process air going to your hopper ends up wetter. The dew point in your hopper has risen without you knowing it. Those pellets that looked perfectly dry on the surface are actually holding onto moisture inside.
You only discover it downstream when injection pressures start to shift, parts lose consistency, or rejects start piling up. By then, you’ve already made bad parts.
High-quality membranes compensate for those fluctuations automatically, delivering consistently low dew points regardless of compressor condition or weather. They also waste far less compressed air during the purging process — ordinary membranes need roughly double the purge air of high-quality advanced membranes, wasting compressed air before it ever reaches your resin.
Membrane dryer technology was a significant step forward. But it was only the beginning of where desiccating compressed air dryer technology could go. Within this category, there are two designs worth understanding:
Single-Flow Systems

These were the first mainstream desiccating compressed air dryers, and they’re the reason “compressed air dryer” became a phrase many processors learned to distrust. With a quality membrane, single-flow systems can deliver consistent dew points for very small throughputs. But they carry two fundamental design problems that limited them to small applications and ultimately drove processors away from the category.
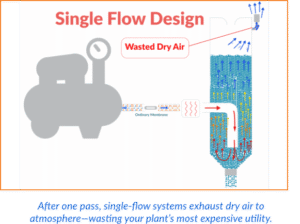
The first problem is compressed air consumption. Once the heated dry air passes through the hopper, it’s vented to the atmosphere. Gone. Wasted. That means you’re constantly feeding in fresh compressed air — one of the most expensive utilities in your plant — for every single cycle.
The second problem is more damaging: heat distribution. In a single-flow dryer, all the heated dry air enters at the bottom of the hopper. Think about what that means in practice. Imagine a room with one heating duct on one end. The area right next to the duct is warm. The far corner of the room is cold. That’s exactly what’s happening inside a single-flow hopper…the bottom gets heated air, and by the time that air fights its way up through the dense resin bed, it has lost most of its heat and drying power. The upper half of the hopper stays cold. Pellets in that upper zone never get the sustained heat they need for moisture to migrate from inside the pellet to the surface.
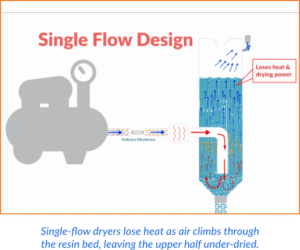
And that trapped internal moisture is the real problem. Getting the surface of a pellet dry is relatively easy. Getting the moisture molecules trapped deep inside the pellet to migrate out requires sustained heat throughout the entire pellet…and that only happens when the air surrounding the pellet stays hot long enough for heat to penetrate to the core. In a single-flow dryer, that never happens in the upper resin bed. Those pellets arrive at the machine with hidden internal moisture that shows up later as splay, brittleness, or weakened parts.
-
Desiccating Cartridge Dryers with Dual Drying Zones

Here’s the concept that changes everything…and the reason the story of compressed air drying didn’t end with single-flow failures. While standard membrane dryers addressed the dew point inconsistency problem, they still exhausted all their air after one pass and still depended on a membrane that could eventually degrade. The next evolution took a fundamentally different approach: replace the membrane with a permanently sealed lifetime desiccating cartridge, add a venturi-powered upper drying zone that recaptures and amplifies return air, and eliminate every mechanical moving part from the system entirely.
What if instead of pushing all your heated dry air through from one point at the bottom and hoping it reaches the top, you created two dedicated drying zones simultaneously — one in the upper hopper, one in the lower hopper — so every pellet at every level receives sustained heat and dry air at the same time?
The principle is straightforward: instead of one air inlet fighting its way up through the entire resin bed, two dedicated zones deliver heated dry air simultaneously — one at the bottom finishing zone and one mid-hopper — so every pellet at every level receives sustained heat from the moment it enters the hopper.
Applied to a drying hopper, two dedicated drying zones means no cold upper bed, no pellets arriving at the machine with hidden internal moisture, and no guessing whether the air reached the pellets that needed it most. Every pellet — top to bottom — gets the sustained heat required for moisture to migrate from deep inside the pellet to the surface and be carried away. That trapped internal moisture that single-flow designs consistently missed? Gone.
This is the concept that Novatec pioneered over 25 years ago with the NovaDrier, and has been quietly perfecting and proving in thousands of plants worldwide ever since. It’s not an experimental technology. It’s a 25-year-old design with a lifetime desiccant guarantee and the lowest warranty rate of any product Novatec makes. The concept is new to most of the market because single-flow dryers dominated the conversation for so long. The track record behind it is anything but new.
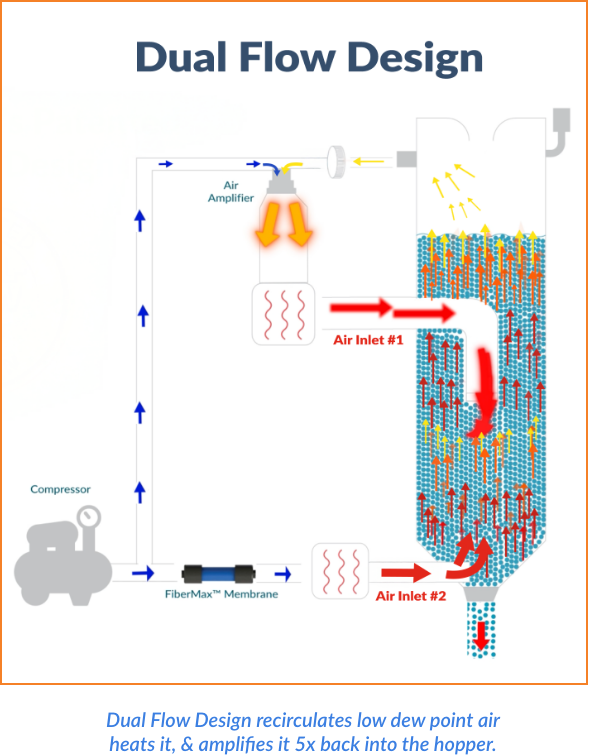
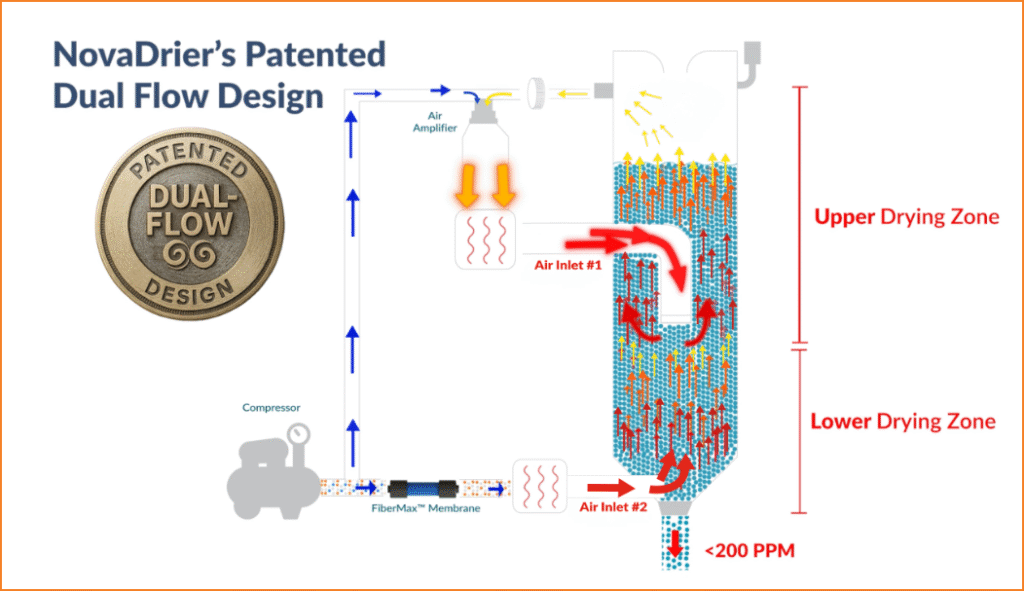
Mechanically, Dual Drying Zone systems work by recapturing the warm, partially dry return air from the top of the hopper — air that single-flow dryers simply exhaust to atmosphere — and amplifying it five times using a venturi air amplifier powered by a small amount of compressed air. That amplified air is reheated and delivered back into the middle of the hopper, creating a powerful upper drying zone. Meanwhile, fresh ultra-low dew point air continues entering at the bottom, creating the lower finishing zone. Two zones. Simultaneously. Continuously.
The result: up to 65% less compressed air consumption compared to single-flow designs, uniform heat distribution from top to bottom, and the ability to scale to 75–100 lbs/hr…throughput territory that once required far more complex desiccant wheel or bead dryers.
Desiccating Compressed Air Dryers vs. Traditional Desiccant Dryers
At a glance, desiccating compressed air dryers and traditional desiccant dryers might look like different versions of the same concept: both deliver ultra-dry air to pull moisture out of resin pellets. But traditional desiccant dryers, whether using beads or wheels, come with a level of complexity that sets them apart from the simplicity of compressed air dryers.
Traditional Desiccant Dryers (Beads or Wheels)
These systems use either twin towers packed with desiccant beads or a rotating desiccant wheel to strip moisture from the process air. They can handle high throughputs and achieve the ultra-low dew points processors need. The trade-off comes in the form of moving parts, regeneration cycles, and ongoing maintenance demands.
A typical desiccant wheel or bead dryer has blowers, motors, belts, valves, cooling coils, and the desiccant medium itself…all of which require upkeep. Beads eventually break down and need replacement. Wheels need to be regenerated and monitored. Each component introduces another maintenance interval, another source of downtime, and another potential expense on the balance sheet.
Desiccating Cartridge Dryers: The Next Generation
As described earlier in this guide, desiccating cartridge dryers represent the evolution beyond both traditional desiccant systems and standard membrane dryers — a permanently sealed lifetime desiccant with no moving parts, no blower, no regeneration cycles, and zero desiccant dust. The only dryer in this category is the NovaDrier by Novatec. The contrast with traditional desiccant technology couldn’t be sharper: where bead and wheel systems add complexity and maintenance burden, desiccating cartridge technology removes it entirely.

For decades, processors faced a genuine either-or decision: accept the simplicity of compressed air drying and live with its single-flow limitations, or upgrade to traditional desiccant systems and accept the maintenance complexity that came with them. Competitors used single-flow failures to condemn compressed air drying entirely — and for a long time, the market believed them. Dual Drying Zone technology combined with a lifetime desiccating cartridge made that trade-off obsolete. Here’s exactly how Novatec did it.
The Gamechanger: Dual Drying Zones, FiberMax™ Lifetime Desiccating Cartridge Technology, and the NovaDrier

At Novatec, we know compressed air is one of the most expensive, tightly managed utilities in any plastics plant. And we know the hard truth that nobody in the industry talked about honestly for decades: the compressed air dryers that dominated the market had a fundamental design flaw …not in the concept of compressed air drying, but in the single-flow approach that made up virtually the entire category.
We spent over 25 years solving that. Not by tweaking single-flow design. By replacing it entirely.
The result is the NovaDrier — a Desiccating Cartridge Dryer, not a compressed air dryer. The desiccant-free desiccant dryer. A small amount of plant compressed air powers the venturi air amplifier that drives the upper drying zone — but the drying performance comes entirely from the FiberMax™ Lifetime Desiccating Cartridge, not the compressed air itself. No blowers. No rotary components. Just a venturi, a lifetime desiccating cartridge, and two drying zones that have been proving themselves in plants worldwide for over 25 years. The only resin dryer in the world with patented Dual Drying Zones, and the only resin dryer of any kind with a Lifetime Desiccating Cartridge that never degrades and never needs replacing. This isn’t a new idea that still needs proving. NovaDrier has been in continuous production for over 25 years, with thousands of units running in plants worldwide and the lowest warranty rate of any product Novatec makes. The concept is new to most of the market. The track record is decades long.
Here’s what makes it the last resin dryer you’ll ever need to think about:
FiberMax™ Lifetime Desiccating Cartridge: Eliminating the Inconsistency — Forever

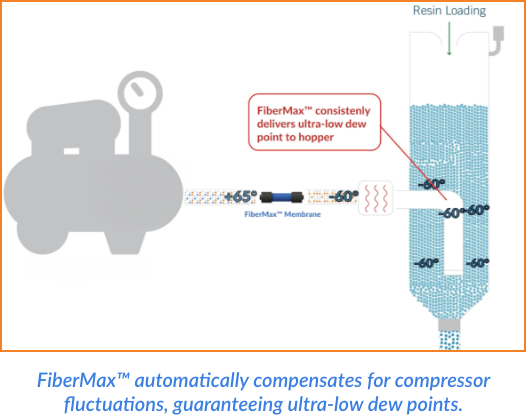
NovaDrier’s FiberMax™ Lifetime Desiccating Cartridge eliminates the inconsistency problem that plagued ordinary compressed air resin dryers…permanently. It’s a permanently sealed desiccating cartridge, exclusive to Novatec, that consistently delivers -60°F or lower dew points to the hopper every single day, regardless of ambient humidity, compressor condition, compressor service intervals, or whether your compressor has a refrigeration circuit or not. And unlike desiccant beads that break down over time and contaminate your process with degraded particles, the FiberMax™ desiccant never degrades. It is genuinely guaranteed for the life of the dryer. Novatec has FiberMax™ desiccating cartridges from 1999 still in the field performing identically to new ones.
This is what sets the FiberMax™ Lifetime Desiccating Cartridge apart from ordinary membranes. Ordinary membranes simply can’t do this. They fluctuate with your compressor’s performance. When your compressor drifts and starts delivering wetter air, ordinary membranes can’t compensate. The dew point in your hopper rises, your process suffers, and you often don’t even know it until bad parts pile up.
NovaDrier’s FiberMax™ Lifetime Desiccating Cartridge changes that completely. It automatically compensates for those compressor fluctuations, guaranteeing ultra-low dew points no matter what’s happening upstream. That means your resin dries consistently to spec, day after day, batch after batch. No surprises. No guesswork. Just predictable results.
And because the FiberMax™ Lifetime Desiccating Cartridge is so efficient, it uses about half the purge air of ordinary membranes, leaving more airflow available to actually dry your resin…delivering up to two times the airflow efficiency of ordinary membranes, meaning more hot, dry air reaching your resin where it counts.
NovaDrier’s FiberMax™ is the only Lifetime Desiccating Cartridge in the industry. Unlike desiccant beads that break down, create dust contamination, and need periodic replacement, or desiccant wheels that require ongoing regeneration, monitoring, and maintenance — the FiberMax™ Desiccating Cartridge never degrades, never contaminates, and is guaranteed for the life of the dryer. It’s not a consumable. It’s the last desiccant you’ll ever buy.
Dual Drying Zone Technology: The Real Breakthrough

NovaDrier’s FiberMax™ Lifetime Desiccating Cartridge delivers unwavering consistency. But NovaDrier’s patented Dual Drying Zones? That’s the breakthrough that shatters the old limitations…and the reason there is genuinely nothing else on the market that works like this. NovaDrier is the only resin dryer of any kind, compressed air or desiccant, with two dedicated drying zones working simultaneously.
To understand why that matters, you need to understand what’s really happening inside a pellet …and why single-flow designs consistently failed at the hardest part of the job. Drying a resin pellet isn’t just about getting the surface dry. The moisture that causes the most downstream problems — splay, brittleness, weakened parts, inconsistent melt — is the moisture trapped deep inside the pellet. Getting those moisture molecules to migrate from the core of the pellet to the surface requires one thing above everything else: sustained, uniform heat penetrating all the way to the center of every pellet, maintained long enough for diffusion to do its work. That’s where single-flow designs failed. The upper resin bed never stayed hot enough, long enough, for heat to reach the inside of those pellets. The surface dried. The core didn’t. And the machine found out what the dryer missed.
NovaDrier recaptures air from the top, amplifies it 5X, and delivers it to the
middle—creating two powerful drying zones for uniform moisture removal.
Here’s the everyday analogy that makes this intuitive: imagine a large room in winter. You have one heating duct at one end of the room. The area near the duct is warm. The far corner of the room stays cold. No matter how hard you run that one duct, you can’t get uniform heat throughout the room, you’re fighting distance and heat loss the whole way. Now add a second heating source in the middle of the room. The entire room heats dramatically faster. Every corner reaches temperature. The uniformity changes completely. That’s not just about adding more heat, it’s about distribution. And that’s exactly what Dual Drying Zones do inside a hopper.
Mechanically, here’s how it works. Heated, ultra-low dew point air from the FiberMax™ Lifetime Desiccating Cartridge enters at the bottom of the hopper — the finishing zone, where the last traces of moisture are removed and every pellet is polished to spec. Simultaneously, NovaDrier captures the warm, partially dry return air from the top of the hopper instead of exhausting it to atmosphere like single-flow dryers do.
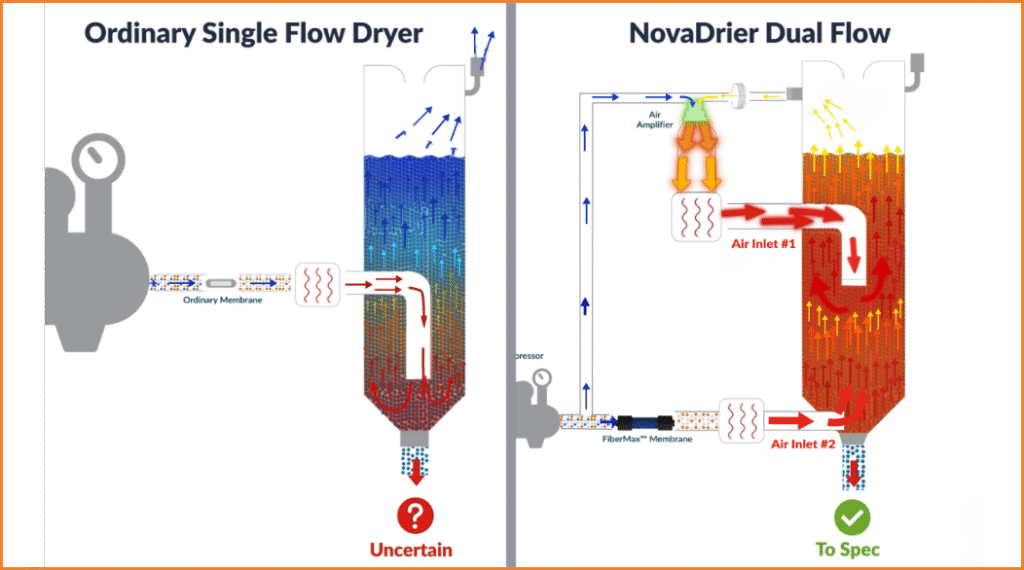
Single-flow dryers leave the upper resin bed starving for heated air. NovaDrier’s
Dual-Flow delivers uniform heat throughout, ensuring every pellet exits to spec.
The engineering decision that makes this possible is elegant in its simplicity: rather than using a blower motor or rotary components to move air through the upper drying zone, NovaDrier uses a venturi air amplifier powered by a small amount of plant compressed air. That venturi amplifies the captured return air five times, eliminating the need for any blower, motor, belt, or mechanical component anywhere in the system. No electricity wasted running a blower. No moving parts to wear, fail, or require service. Just a venturi that runs on a fraction of the air a conventional compressed air dryer consumes, and two dedicated drying zones that run continuously without mechanical intervention.
That captured, amplified air is reheated to full drying temperature by NovaDrier’s two dedicated zone heaters — one per zone — rather than a single large heater trying to compensate for a single-point air inlet. Two smaller targeted heaters deliver more uniform heat distribution while consuming less total energy than one oversized heater. The reheated air is then delivered back into the middle of the hopper, creating a powerful upper drying zone that keeps the entire upper resin bed hot, dry, and actively drying from the moment pellets enter.
Now you have two dedicated drying zones working simultaneously — upper and lower — with no cold pockets, no under-dried resin, and heat penetrating all the way to the core of every pellet at every level. The upper zone handles approximately 75–80% of the moisture removal. The lower finishing zone handles the rest. Every pellet exits to spec. Not most pellets. Every pellet. And because every pellet exits at the same moisture content and the same temperature, you get something that matters just as much at the machine: consistent pellet rheology. Consistent melt behavior. Consistent injection pressures. Consistent part dimensions. Fewer process adjustments. More predictable output…every run.
And because NovaDrier recaptures and amplifies that return air instead of wasting it, it scales to 75–100 lbs/hr while using a fraction of the compressed air that single-flow systems needed just to handle 10 lbs/hr…leaving the rest of your plant’s air supply fully available for your machines, robots, and tools.
And you still get everything processors have always loved about compressed air drying:
- No blowers
- No wheels or beads to regenerate
- No belts, motors, or valves to maintain
- Just two filters you swap out once a year
One of our customers proved the point better than we ever could. They replaced their entire resin drying operation with 75 NovaDriers — and reduced their maintenance team to a single person. Not because there was nothing to do. Because NovaDrier had nothing that needed doing. No downtime. No repair calls. No desiccant changes. Just reliable drying, day after day.
NovaDrier for Micro and Mini Drying Applications: The Perfect Match
NovaDrier’s throughput range — from 5 lbs/hr all the way to 100 lbs/hr — makes it purpose-built for the micro and mini dryer category. That’s the exact range where machine-side drying, cellular manufacturing setups, and small-batch precision applications live. And for those applications specifically, NovaDrier’s combination of a lifetime desiccating cartridge, dual drying zones, and zero desiccant dust isn’t just convenient, it’s the only technology that checks every box simultaneously.
For micro molders and small-run injection molders running engineering resins at low throughputs, NovaDrier delivers the same guaranteed -60°F or lower dew points and uniform pellet-to-core drying that large central systems promise — in a machine-side footprint with no desiccant change-outs and no service requirements beyond annual filter changes.
For medical device manufacturers and cleanroom molders, the dust-free advantage is decisive. Because the FiberMax™ Desiccating Cartridge is permanently sealed, there is zero desiccant dust…no degrading particles, no contamination pathway of any kind to your resin or your parts. Bead-based desiccant dryers generate dust as beads degrade. Even desiccant wheel systems carry a contamination risk that sealed cartridge technology eliminates completely. For ISO-certified environments, medical part producers, optical component manufacturers, and any application where contamination control is non-negotiable, NovaDrier is the only drying technology that removes the risk entirely.
For extrusion operations and laboratory applications requiring precise, consistent moisture control at low throughputs, NovaDrier’s Dual Drying Zones ensure uniform pellet rheology — consistent moisture and temperature throughout every pellet — which translates directly to
consistent melt behavior and consistent output quality. In optical lens production, film extrusion, and other applications where part-to-part consistency is critical, that rheological uniformity is the difference between acceptable and exceptional.
From 5 lbs/hr to 100 lbs/hr, across medical, cleanroom, micro molding, extrusion, and lab environments — NovaDrier is the only dryer in this throughput class with a lifetime desiccant guarantee, patented dual drying zones, and completely dust-free drying.
The Power of FiberMax™ Lifetime Desiccating Cartridge + Dual Drying Zones: Zero Uncertainty

That’s the game-changer: NovaDrier’s FiberMax™ Lifetime Desiccating Cartridge eliminates the inconsistency caused by fluctuating compressor dew points…permanently. And the patented Dual Drying Zones eliminate the throughput ceiling, the cold upper resin bed, and the hidden internal pellet moisture that single-flow designs always missed.
Together, they eliminate the uncertainty.
You never have to worry about fluctuating dew points or unpredictable drying performance. You never have to wonder if your compressor’s condition is affecting your parts. You never have to worry about hidden pockets of resin starving for heated air. Every pellet gets the airflow it needs, top to bottom, so your parts come out consistent, every single run.
That’s the power of the only resin dryer with Dual Drying Zones and a Lifetime Desiccating Cartridge: unmatched consistency, efficiency, and simplicity —scaled to the demands of modern production, proven over 25 years, and backed by the lowest warranty rate of any product Novatec makes.
Final Thoughts: A Smarter Way to Dry
At Novatec, we believe drying shouldn’t be a daily battle. It should be in the background… quietly, reliably, and efficiently preparing your resin while you focus on production. That’s why we built the NovaDrier: to give processors the industry’s only Lifetime Desiccating Cartridge, the industry’s only Dual Drying Zones, and the ease of near-zero maintenance — all in one dryer that’s been proving itself in production environments for over 25 years.
NovaDrier eliminates the inconsistency. It eliminates the uncertainty. It lets you sleep easy knowing your resin will always be dried to spec.
That’s NovaDrier. The only resin dryer with a Lifetime Desiccating Cartridge. The only resin dryer with Dual Drying Zones. Perfectly dried resin — surface and core, every pellet, every run. No loose desiccant. No moving parts. Near-zero maintenance. Zero uncertainty.
Curious if it’s right for your plant? Give us a holler on the form below.
No sales pitch. No pressure. Just a conversation about what’s best for your operation.
Because the right dryer isn’t just another piece of equipment… it’s the key to smoother processing, lower costs, and a more productive plant.
Let’s figure it out together.
Ask the Expert: Drying
"*" indicates required fields
Ask the Expert
